Meyan kökü nasıl demlenir: geleneksel tıbbın sırları. Haşlanmış kelimesinin morfemik analizi
Şimdi kökü kaynaklama kuralları hakkında.
Bunlardan en az birini ihlal ederek, temiz kaliteli bir köke güvenemezsiniz.
donukluk 2mm(biraz daha iyi - biraz daha az).
Boruda rüzgar, cereyan olmamalı(hafif bir esinti bile bir gözenektir).
Ayakta sudan çok korkar, elektrotlar kurur(boru da sıcak, kuru).
Kaynak akımı büyük olmamalıdır(metalin yapısını ve gözenekleri bozar).
Kısa ark(kaplama ile kaynak havuzuna hafifçe dokunun, çok hafifçe).
Doğru boşluk(kalınlığa bağlı olarakborunun duvarı ve borunun çıktığı metal).
Pişirme bobini.
Tekrar etmemek için şu makaleyi okuyun: BOŞLUKTA TEMİZ BİR ORTAK NASIL KAYNAKLANIR. Bobini hazırladık, boşluğu 2,6 mm'ye ayarladık (yastıklı bir elektrot ile). Tutturuyoruz, tercihen 15 mm uzunluğunda tutturuyoruz. Boru 219. Duvar kalınlığı 8mm. Bu, çalışması en kolay borudur.
Kökü pişirmeye başlıyoruz.
Sıradan öğrenmek daha iyidir. Dikey pişirin, ilk başta en basit olanıdır. Rahatça oturun, elektrot boruya diktir ve elektrot borunun eksenine yönlendirilir veya hafifçe yukarı kaldırılır. Yukarı çekmek daha da iyidir.
Arkı yaktılar, akım doğru, (okuyun: TEMİZ BİR BAĞLANTI BOŞLUĞUNA NASIL KAYNAKLANIR) kısa bir ark, donukluğu eritin ve borular arasında bir kaynağın başlangıcını elde edeceksiniz. Yavaş, dikkatli pişiriyoruz, AKIM KÜÇÜK, METAL VİSKOZ. Her iki taraftaki erimiş körlüğün bir pencere oluşturduğunu göreceksiniz. Bu pencereye teknolojik pencere denir.
KÖKÜ KAYNAK YAPARKEN TEKNOLOJİK PENCERE KAYNAKÇI İÇİN EN ÖNEMLİ OLANDIR. Teknolojik pencereye göre, kaynakçı penetrasyon, penetrasyonun genişliği ve yüksekliği hakkında bir fikre sahiptir (borunun içindeki kaynak, aynı zamanda penetrasyondur). Genel olarak teknolojik pencere penetrasyon olup olmadığını gösterir.
BORU KESME KENARLARININ YAKITLANMASI FLUSHING olarak adlandırılır (bizim durumumuzda bir borunun kesilmesi bir pah ve köreltmedir).
Bobin, borunun içindeki dikişi (penetrasyon) görebilmek için 20 cm'den daha geniş olmamalıdır. Dar bir bobin hızla ısınacak ve ısı emilimi düzgün çalışmayacaktır.
Biraz kaynattıktan sonra ne olduğunu görün, ayarlamalar yapın ve daha fazla pişirmeye çalışın. Dikey olarak nasıl güvenle pişirileceğini öğrenene kadar tavana tırmanmayın, inanın bana, daha da kötüleşecek. Dikey olarak güvenle pişirmeyi öğrendikten sonra, tavandan ve ardından tavandan dikey çıkıştan ne talep edeceğinizi bileceksiniz. En zor alt pozisyon, en son pişirmeyi öğrenin.
Kökü kaynak yaparken, büyük arka boncuğun iç gözenekliliğe eğilimli olduğunu lütfen unutmayın. Büyük dönüş silindiri daha uzun süre soğur ve dış ortamla reaksiyona girmek için zamana sahiptir. Ayrıca boruda rüzgar veya hava akımı varsa, bu neredeyse gözeneklerin görünümünün garantisidir.
Kökü kaynak yaparken, akım gücü, metalin sadece bir saniye içinde arkanızda soğumasını (kristalleşmesini) sağlayacak şekilde olmalıdır. Penetrasyon (borunun içindeki St. Dikişin yüksekliği) en iyi şekilde sıfır ila bir milimetre aralığında tutulur.
Biraz köreltme ile güvenecek hiçbir şeyiniz kalmayacak ve teknolojik bir pencere değil, metalin kontrolsüz bir şekilde akacağı bir delik çıkacak ve tavanda sarkma olacak.
Boşluk, duvar kalınlığına bağlı olarak 1 mm ile 2 mm arasında olmalıdır. Aşırı durumlarda, 2,5 mm Büyük bir boşluk da neredeyse iç gözeneklerin garantisidir.
Ve böylece teknolojik pencereyi gördük, donukluğu her iki tarafta eşit şekilde eritiyoruz, kaynak dikişi yükseliyor. Bütün mesele, penetrasyon garantisi olan teknolojik pencereyi sürekli olarak görmenizdir. Ancak pencerenin kendisi görünmeyecek, tüm becerilerinizi her zaman aynı çapta olacak şekilde uygulamanız gerekir. Ve bu doğal olarak sizin penetrasyonunuzdur, aynı yükseklik ve genişlikte bile olacaktır. Sonra zamanla doğal olarak ters silindirin yüksekliğini oluşturmayı öğreneceksiniz, kendiliğinden gelecektir.
Teknolojik pencerenin çapını üç mm'ye kadar büyütmeyin, daha fazla yapmayın. Büyük teknoloji. pencere aynı zamanda bir iç gözenektir. Ayrıca, gözenekler çok sinsi bir şekilde yerleştirilmiştir ve boru duvarının kalınlığındaki bölüme katılıyorlar gibi görünmüyorlar, ancak film üzerinde çok net ve doğal bir şekilde görülebiliyorlar: onarım. Resimde, kökteki gözeneklerin olağan düzenini tasvir etmeye çalışacağım.

İşinize yaramazsa, öncelikle mevcut güce dikkat edin (bobin doğru montajını tartışmıyoruz, her şey mükemmel olmalı). Akım küçükse teknik pencereyi göremezsiniz, akım büyükse pencere olmaz, metalin hücum edeceği bir delik olur.
Büyük bir akımla, akımı söndüren çeşitli ustaca hareketler yapmanıza gerek yoktur, sadece akımı yay (korkuluk, gitar) üzerine atın. Her şey yolundaysa kök çok kolay pişer. Pişirin, ne olduğunu görün, kafanızda ayarlamalar yapın ve deneyin (alıştırma yapın). Ardından, bir dikey aldığınızda, tavanı deneyin veya yavaş yavaş aşağı ve yukarı inin.
Henüz kimse kaynakçı olarak doğmadı, ancak böyle bir anın gerçeği var: birine diğerinden daha hızlı verilir. Bu nedenle, başarılı olamayanlar, üzülmeyenler ve pes etmeyenler için, muhtemelen çabucak yakalanan ve sakinleşenlerden daha iyi yemek yapacaksınız.
Şimdi sırlar için.
İnanın öyle değiller. Sadece kaynakçı var kişisel deneyim. Bu yüzden kişisel deneyimlerimizi paylaşıyoruz.
Boru kökünü 8 - 10 mm'lik bir duvarla kaynak yapmak, dolgu ile hemen kaynak yapmak daha iyidir.12 mm ve daha kalın bir duvarla, dolgunun ayrı olarak kaynaklanması gerekecektir. Elektrotun seyri bir üçgene benzer. Uçtan uca, teknik pencereye baktılar (baktılar, elektrot anlamına gelir, teknik pencereyi işaretledi), biraz geri ve tekrar uçtan uca ve teknik pencereye vb. Kenardan kenara hareket ederken, pahın kenarlarını eritmeyin, kaplamanın kaynaklanması için kılavuz görevi göreceklerdir.
Ancak böyle bir hareket tavanda çalışmayacak, sarkacak. Neden sarkma, cevap makalede: TEMİZ BİR DERZ BOŞLUĞA NASIL KAYNAKLANIR. Yine de, diğer insanların olanaklarını kim bilebilir.
10 mm veya daha fazla kalınlıkta üç geçişte pişirin. Kök, doldurma, kaplama. Ancak 10 mm'lik bir duvar kazanmanız gerekiyorsa, iki geçişte sökebilirsiniz.
Elektrotun gidişatını düzenlemek imkansızdır, duruma göre değişir, asıl şey kurallara uymaktır, sadece aşağıdan yukarıya doğru pişiririz ve kaynak havuzunu bir gaz bulutunun korumasından bırakmayız. Elektrotla 5 mm'den fazla büyük hareketler yapmayın.
İpuçlarını okuduktan sonra, ne yapılması gerektiğini ve neyin kesinlikle imkansız olduğunu açıkça anlamalısınız. Geri kalan her şey sana bağlı, yavaş, sakin, dikkatli; hız kendiliğinden gelecektir. Gençken 35 yıllık tecrübesi olan bir kaynakçı şöyle demişti: İyi yemek yapmayı öğrenin, kendiliğinden kötü olur.
Kök kaynağındaki bir sonraki adım, bir elektrotun nereye pompalandığı ve diğerinin nerede başladığı görülmeyecek şekilde nasıl kaynak yapılacağını öğrenmektir. Arka boncukta krater (kaynaktaki çukur) ve penetrasyon eksikliği olmamalıdır. Böylece elektrotun ucunda statik gözenekler ve gözenekler kalmaz.
Tüm resimler kesit yan görünüm olacaktır. Boruyu tuttuğunuzda (kök pişirin), kaynak böyle görünür.
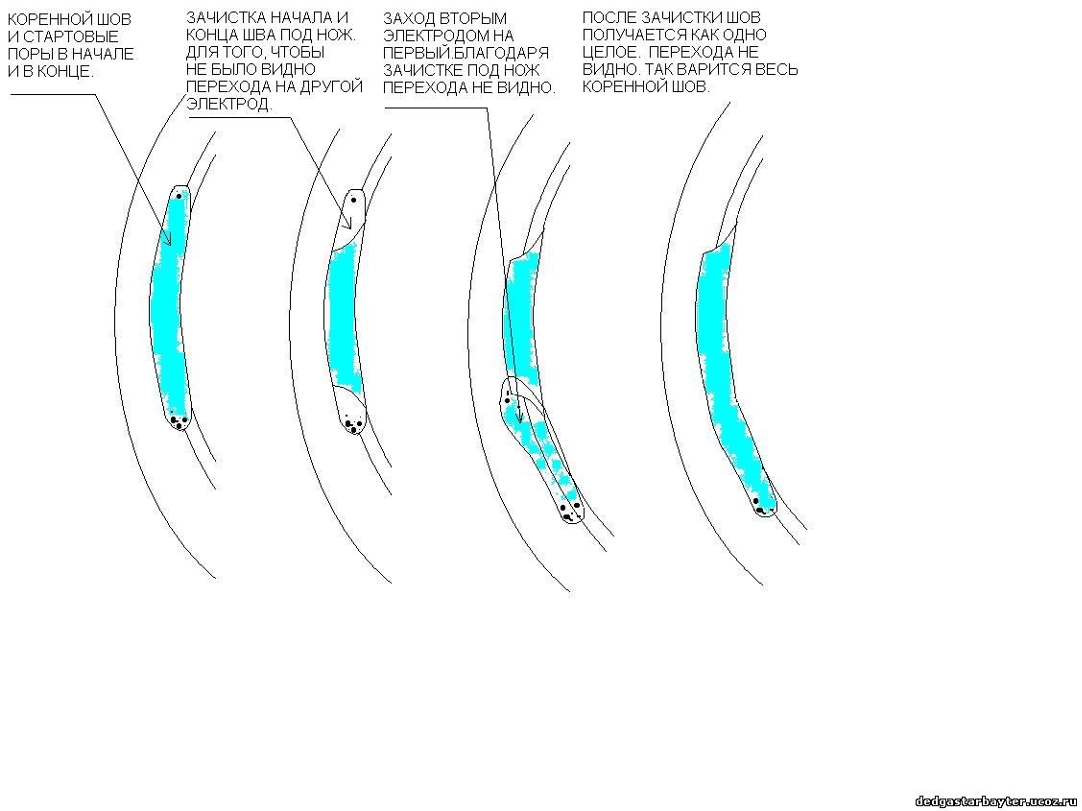
Kaynağın başında ve sonunda gözeneklerin oluştuğunu görüyorsunuz - bu kaçınılmaz bir süreçtir. Filmdeki bu tür gözenekler, bu bir onarımdır. Onarımlara güvenmeyin, bu çok sinsi bir prosedür. Onarım sırasında, çeşitli nüanslar nedeniyle yemek pişirmek daha zordur. Bunu çok uzun uzun anlatarak çalışmaya başladığınızda anlayacaksınız. İlk seferinde her şeyin tamir edildiğini düşünmeyin, dört tamir var ve ardından eklemi kesiyor. Bu nedenle, yavaş, yavaş, doğru bir şekilde ilk seferde. Öğütücü almak için tembel olmayın, bu sizin en iyi yardımcınız.
159 boruyu adım adım kesit halinde kaynatalım.
Eklemi tüm kurallara göre topladılar, bir bölümde tuttular - böyle çıktı.

 Kaynak yaparken, içeride ne olduğuna (penetrasyona) dikkat ediyoruz.Dışarıda bir öğütücü bize yardımcı olacak, elektrotu sadece dikiş bölgesinde kaynaştırmaya başlıyoruz.Gördüğümüz gibi kök çok kolay pişirilir.öğütücü.Her elektrottan sonra bir öğütücü almaktan yorulanlar için.
Kaynak yaparken, içeride ne olduğuna (penetrasyona) dikkat ediyoruz.Dışarıda bir öğütücü bize yardımcı olacak, elektrotu sadece dikiş bölgesinde kaynaştırmaya başlıyoruz.Gördüğümüz gibi kök çok kolay pişirilir.öğütücü.Her elektrottan sonra bir öğütücü almaktan yorulanlar için.
Elektrotun bitiminden sonra metalin bir kabarcık ile şişmediğinden emin olun,
Bu olursa, kaynak havuzunu uygun şekilde terk etmek gerekir, kökten bahsediyoruz.
Teknolojik pencereyi elektrotla bastırdık (boşluğa soktuk), geri adım attı, pahın soluna
(mutlaka kısa bir ark). 4-5 mm dibe geri çekilin, ardından alttan sağa doğru hilal yapın
pah ve çıkış. Kesinlikle kısa bir ark. Mesele şu ki, kökü soğumaya bırakıyorsunuz
(kristalize), dış ortamın etkilerinden korumayı bırakmadan.
Zaman gelmiyorsa, her şeyi doğru yapıyorsunuz, mümkün olduğunca metalin soğumasına izin vermeyin.
elektrodu çabucak değiştirin ve gidin. Geçişin görünmemesi için soğumaya bırakmayın
elektrottan elektrota
Meyan, üst çene iltihabı tedavisinde yaygın olarak kullanılan bitkilerden biridir. solunum sistemi. Kökünün özelliklerinden biri, balgamı inceltme ve çıkarma yeteneğidir. İnfüzyon eczaneden hazır olarak satın alınabilir veya kendiniz pişirebilirsiniz. Evde meyan kökü nasıl demlenir? Tarifler nelerdir? Bunu makalemizden öğreneceksiniz.
Meyan kökü nasıl demlenir
Meyan kökü nasıl demlenir
Tıbbi bir infüzyon elde etmek için bitkinin demlenmesine ilişkin kurallara uymalısınız.
İhtiyacın olacak:
- ezilmiş meyan kökü (30 g);
- sıcak su (300 mi).
Burada birkaç yol var.
Meyan kökü bir tencereye konmalı ve 200 ml kaynar su dökülmelidir. Bileşimi bir su banyosu kullanarak yaklaşık 15 dakika ısıtın. Sonra suyu tamamen soğumaya bırakın. Sıvı oda sıcaklığına ulaştıktan sonra, şişmiş köksapın parçacıklarını tamamen çıkararak filtrelenmelidir. Ortaya çıkan hacmi orijinaline (200 mi) getirin, gerekli miktarda soğutulmuş kaynamış suyu et suyuna dökün.
Daha az zaman alan bir şekilde bir kaynatma hazırlayabilirsiniz. 30 gram ezilmiş meyan kökü köksapını bir termosa koyun ve kaynar su (200 mi) dökün. Termosun içeriğini periyodik olarak sallayarak yaklaşık yarım saat demleyin. Ardından, kökün tüm parçacıklarını çıkarmak için kaynatmayı birkaç kat gazlı bezden veya bir elekten geçirin. Termosta tekrar doldurun. Her ana yemekten yarım saat önce bardağın üçüncü kısmı için ilacı alın.
Bu seçeneğin avantajı, infüzyonun sabit sıcaklığıdır: içecek her zaman sıcak kalır ve kullanmadan önce ısıtmaya gerek yoktur. Ayrıca termosun kapalı kapağı et suyunun buharlaşmasını engeller, böylece daha faydalı bileşenleri muhafaza eder.
Meyan, diğer baharatlarla birlikte demlenebilir. şifalı otlar. Gerekecek:
- meyan kökü köksapı (30 g);
- kuşburnu (30 g);
- kırmızı üvez meyveleri (30 g);
- ezilmiş kırlangıçotu köksapı (10 g);
- radiola rosea kökü (10 g).
Tarifte verilen bileşenlerin hacimlerini karıştırmak gerekir. Karışımdan iki yemek kaşığı bir termosa koyun ve 0,5 litre kaynar su dökün. 3 saat bekletin.
Günde üç kez camın üçte birinin filtrelenmiş infüzyonunu alın. İlk olarak, bir çay kaşığı balı sıvı içinde çözmeniz gerekir. Tedavi süresi 3-4 haftadır. Öksürükten kurtulmanın yanı sıra, bağışıklık savunmasında bir artış var.
NAKS kaynakçı nasıl alınır? Sertifika için bir gün süre verilir. Sınava işletmede değil, biçerdöverde veya enstitüde girerseniz, sabah gelin ve hazırlanmaya başlayın. Hazırlandıktan sonra size iki adet pipo (rulo) veriliyor ve ışıkta pişiriyorsunuz. Kenarları hazırlamak da gereklidir - 45 dereceye kadar pah kırma, boruları birleştirme (bunun için kabinde özel bir kelepçe olmalıdır), yapışkanları.
Kendi araç ve sarf malzemelerinizle hazırlanmış bir sertifikaya gelmek daha iyidir. Her şeyin kompakt bir şekilde paketlenebileceği ve sorunsuz bir şekilde taşınabileceği bir çanta satın almak güzel olurdu. Yanınıza almanız gerekir:
Sertifikalı oldukları için 2,6 çapında 2-3 elektrot LB 52U Kobelco kilogram. Yerinde, büyük olasılıkla elektrotlar teklif edilecek, ancak LB olmaları muhtemel değil, muhtemelen size bir dikiş kaynağı yapamayacağınız Merov (MP-3) veya UONI verecekler. Şunlar. Kendi elektrotlarınızı getirmeniz ve antrenman yaparken onları fırına koymalarını istemeniz daha iyidir;
yer değiştirme olmayacak şekilde parçaları merkezlemek için;
;
. Taşlama çarkları, kesme, metal fırça. Boru, kaynak yapılacak kenarlardan 30 mm mesafede içten ve dıştan metalik bir parlaklığa kadar temizlenmelidir.
normal metal fırça.
benim. Size sahada verilecek olan tutucu gevşek olabilir ve elektrodu tutamayabilir.
(en önemlisidir). Ucuz bir Bukalemun satın almak daha iyidir. Sınavı geçmek için bir kerede satın alabilirsiniz.
Web sitesindeki makaleyi okuyun: |
NAKS sertifikası için boru kaynağı (ultrason veya X-ray)
Hazırlık çalışmaları
Boşluklar olarak, 133 mm çapında ve 4 mm duvar kalınlığında, eşit olarak kesilmiş bir çelik borunun iki kırpmasını alın (bu, bir gönye testere üzerinde mümkün olduğunca verimli bir şekilde yapılabilir). Kesimin tamamen düz olduğundan emin olun. Biraz kavisli ise, kaynak işlemi sırasında oldukça ciddi zorluklarla karşılaşacaksınız. Ardından, bir öğütücü ile pah kırmanız ve kenarları temizlemeniz gerekir. Pah, GOST 16037-80 "Kaynaklı bağlantılar" uyarınca belirli bir açıyla çıkarılır. Her borudaki açı 25-30 derece olmalıdır.

Sonrasında. pah kaldırıldıktan sonra, dikiş kökünün doğru oluşumuna müdahale etmemeleri için çapakları temizlemek gerekir. Bu bir dosya ile yapılır. Pahı ve çapakları çıkardıktan sonra, kenarları köreltmeniz gerekir, çünkü kaynak işlemi sırasında çok keskin bir açı hızla erir. GOST'a göre 2 mm'ye kadar körleme yapılır.
Toplantı
Bu aşama çok önemlidir, çok dikkatli takip edin. Kaynaklı bağlantının başarısı tamamen doğru montaja bağlı olacaktır.
Kurallara göre, boruyu yanaştırıp almak gerekiyor. Bu, tam penetrasyon için uygun bir boşluk olacak, yer değiştirme olmayacak şekilde yapılmalıdır. Ayrıca boruların eksantriklik (tam yuvarlak değil) ile geldiğini belirtmek isterim. NAKS gibi ciddi bir organizasyonda bile, borular oval olanları dağıtabilir ve bu da sonunda ofseti etkileyecektir. Kurallara göre 1 mm'ye izin verilir, ancak yine de çoktur ve boruların yer değiştirmesi ve elips olması nedeniyle dikişin kökünde füzyon olmayabilir.
Boruları birleştirmek için, üzerine döşendikleri ve yaklaşık 2 ila 3 mm olabilen bir boşluk bırakıldığı düz bir köşe veya kanal alırlar. Genellikle iki boru arasındaki bağlantıya basitçe yerleştirilen bir elektrot çapı ile sağlanır. 2,5 mm elektrotla kaynak yapıyorsanız. o zaman, buna göre, boşluk aynı olacaktır.
Not. Herhangi bir çaptaki boruların kök geçişi (oldukça büyük değilse) sadece 2,5 mm'lik bir elektrotla kaynaklanır. kökü üçlü ile demlemeye çalışırsanız, bundan iyi bir şey çıkmaz.
Dikkat çekmek istediğim bir sonraki nokta. NAKS sertifikasını geçerken, işi zorlaştırmak için size 10 mm kalınlığa kadar borular sağlanabilir. Bu tür kalınlıklarda boşluğu 3 mm'ye çıkarmak gerekir. Ayrıca, zımbalama sırasında borunun metaldeki gerilmelerle teyelleme yerinde birlikte çekilebileceği gerçeğini hesaba katmak ve bir hata yapmak gerekir. Boşluğu milimetrenin birkaç onda biri kadar büyütün, böylece gelecekte herhangi bir zorluk yaşanmaz.
Daha güvenli bir yerleştirme için mıknatısları da kullanabilirsiniz. Her iki tarafa da sabitlenebilirler.
punta kaynağı
133 mm çapında ve 4 et kalınlığında bir boruyu kaynaklamak için yaklaşık 50A akım gerekli olacaktır, çalışma sırasında ayarlanabilir. Tack önce borunun bir tarafına, ardından sırasıyla tersine yerleştirilir. Gerekirse, borular arasındaki boşluk ayarlanır. Üçüncü raptiye birinciden 90 derece uzağa yerleştirilir ve dördüncüsü üçüncünün karşısındadır.

Tack işleme
Çivileri yerleştirdikten sonra iyice temizlemek gerekir. Başında ve sonunda, olası kusurları (erimeme ve gözenekler) ortadan kaldırmak için kesimler yapmak gerekir.

Kök kaynağı
Bu görevi etkili bir şekilde gerçekleştirmek için, bir iğneden diğerine kademeli bir geçişle sadece bir salınım hareketinin "ileri geri" nasıl yapılacağını öğrenmek yeterlidir. Kaynak hızı - duruma göre. Elektrodu bir raptiye üzerinde, uzun bir arkta yakabilirsiniz, kökün kendisi kısa bir ark ile kaynatılır. Açıyı geri pişiriyoruz, elektrot düzden keskinliğe kadar bir açıda tutulabilir. Boruyu ortadan ikiye keserseniz arkasındaki rulo resimde görüldüğü gibi işlem tamamlandıktan sonra bakmalıdır.

Boruyu “yarı tavan” konumunda armatür üzerine asarak pişirmek uygundur. Bir sonraki raptiyeye yaklaştığınızda, silindirlerin birleştiği yerde iyi bir füzyon olması için eğelemeniz tavsiye edilir. Mümkünse elektrot sökülmeden işlem yapılmalıdır. Ayırma gerçekleşirse, penetrasyon sağlamak için şu anda biraz akım ekleyebilirsiniz. Yeterli penetrasyonun sağlanması ve metal yanıklarının önlenmesi için akım duruma göre ayarlanır. Dikey konumda kaynak yaparken, akımı her zaman minimumda yapabilirsiniz, alt konuma gittiğinizde, sıvı metalin boruya düşmesinin daha kolay olduğu akılda tutulmalıdır - aşırı ısınmadığından emin olun. şu anda çelik.

bakan dikiş
Kaplama geçişine geçmeden önce, dikişin kökünü çıplak metale temizlemek gerekir (tüberkülleri, cürufu, alt kesimleri çıkarın). Küçük bir oluk yapılır.
Üst konumdaki kaplama dikişi, elektrotun bir spiral içinde hareket ettirilmesiyle uygun şekilde kaynaklanır.
Dikey geçit bir "hilal-balıksırtı" dır.
Ayrılmadan kaynak yaparken, vücudun en rahat pozisyonunu bulmaya çalışın, eller, gerekli tüm manipülasyonları gerçekleştirmek için torç telinin uzunluğunun yeterli olduğundan emin olun.
cürufu atarken, gözlerinizi kapatmanız ve elinizle yüzünüze bakmanız tavsiye edilir.
ikinci silindiri kaynak yaparken, bir yarık yapmak gerekir.
Düğüm Kontrolü
Dikişin kenarları yaklaşık 50 mm mesafeye kadar temizlenir (sıçramalar, sarkmalar vb.)
Kontrolün kendisi, ön dikişin kalitesinin görsel olarak incelenmesiyle başlar. Ancak, genellikle ona kök geçişi hakkında söylenemeyecek hiçbir soru yoktur.
Boru görsel bir muayeneden geçmişse, sadece bu durumda tahribatsız yöntemlerle (ultrason, röntgen) incelemeye izin verilir.
Ön Geçiş Gereksinimleri:
Silindir yüksekliği 0,5 – 2 mm
Silindirin genişliği, borunun kalınlığının 2 ile çarpımına eşit olmalıdır. Borunun kalınlığı 4 mm ise, silindirin genişliği 8-10 mm olmalıdır.
Dikiş düz, düz, terazilerin düzenlenmesi yoğun.
Kök geçişi:
Ters silindirin yüksekliği 0,5-1 mm'dir.
kaynaşmama ve penetrasyon eksikliğine izin verilmez.
havai kaynak
Kaynak, ilki dikişin kökünün kaynağı olan birkaç aşamada gerçekleşir.
dikiş kökü
Minimum veya orta aralıkta akım ve 3 mm çapında bir elektrot kullanın.
Koşullara bağlı olarak, kaynak birkaç şekilde yapılabilir:
- ile örnekleme ve kaynak yapılırsa ters taraf, daha sonra kaynak yaparken alt taraftan boncuk oluşumuna dikkat etmelisiniz. Çıkıntılar ve alt kesikler olmamalıdır.
 ).
).
Plastik tavanlar: kurulum özellikleri "href="http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787">
 Tavan plakası Baykal).
Tavan plakası Baykal).
Baykal tavan levhası: profesyonellerden avantajlar ve karşılaştırma "href="http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224″>Baykal tavan levhası
Bu tür kaynaklarda ana dikkat, arka boncuğa odaklanmalıdır. Mümkünse, güçlü bir şişkinlik olmaması için kaynak hızını alt dikişe bağlı olarak koruyun. Bununla birlikte, iç silindirin çok çıkıntılı olduğu ortaya çıkarsa, çıplak metalden numune almak gerekir.
Kesimi doldurmak
 ek_13097" align="aligncenter" width="450"] Bölümü doldurma
ek_13097" align="aligncenter" width="450"] Bölümü doldurma
2 ve 3 silindirin kaynağı 3 mm elektrot ile yapılır. ortalama maksimum akımda veya 4 mm. ortalamada. Seçim, ilk silindirin genişliğine bağlıdır. Bir çıkıntı oluşturmamak için kenarlarda oyalanmalı, ardından yayı kenar boyunca hafifçe kaydırmalı ve merdivenin üzerinden diğer kenara gitmelisiniz.
Kaynak sırasında boncuk şeklini değiştirmek gerekirse, hızı değiştirin, elektrodu farklı bir açıyla eğin, adım boyutunu artırın.
Tavsiye! Silindirleri geniş yapmayın, lekelenir ve damlarlar.
4. ve 5. katmanlar, önceki silindirlerin genişliğine bağlıdır - tam genişlik veya 2 silindir. Sonraki katmanlar, salınım hareketleri olmadan yüzey kaplama şeklinde yapılır.. Kenara yaklaşırken, sondan bir önceki silindir ile kenar arasında kaplanmış elektrotun çapı kadar bir mesafe bırakmak gerekir.
,"tr":["dUFCQu9OBBQ","cGoybWZjSis","pXDuDCLxkU4","XEDrAxZFM74","6trSS_3Mwew","6trSS_3Mwew","6trSS_3Mwew"],"de":["dQV7j2J8nYgds",jhjS"O" ","yGpxrEdsWiY","hNvNS-QNZHI","ynW-KSk-8EU","QFpJx4OZkEw","dQV7j2J8nYg","O1Unuz1qZ3g","NSz4xFC9l7k","odypbIf8b1s"],"es":["P3atzvylW" "W257s40VzXk","B9a-i2eZUv8","wCrSV561g4A","W257s40VzXk","bQESOJe0PAo","gA2ZmuTujHY","KJl9xgo2WHs","bQESOJe0PAo","W257s40VzXk"],"OzFv","OzFag","O Back3p ","2ENrAu4dA0o","1TLO4VImiZI","DmkptaoSBAg","jG211otCuhs","QBWDKtDx2mE","3RzM9gyh2yI","Ob5w1x0lmS0"],"it":["DT2PsGHYqD"],"Fb1PsGHYqD"],Fb1" [ "nLZYcBBgi7E","S7S-bGxY9iQ"],"pl":["4ZuE655M0to"],"ro":,"el":["OemjjF94uu0"])
- seçerken kereviz yeşil kütlenin rengine ve yapısına dikkat etmelidir. Taze kerevizin parlak yeşil sapları vardır. Daha koyu renkli sapların tadı daha pürüzlüdür, ancak daha fazla A vitamini içerirler. Özellikle sarımsı ve durgun görünümlü, koyu damarlı kerevizlere dikkat etmelisiniz. Böyle bir bitkiyi reddetmek daha iyidir, çünkü içinde çürüme süreci başlamıştır.Kereviz sapları zengin A vitamini (sağlıklı görme ve bağışıklık), B vitamini (çalışma gergin sistem ve hücresel düzeyde enerji metabolizması), potasyum (beyin fonksiyonu ve düzeltme alerjik reaksiyonlar), çinko (cilt hücrelerinin yenilenmesi). Taze kereviz suyunun vücut üzerinde tonik etkisi vardır.
kereviz sık sık kullanmakçeşitli diyetlerde. Gıdalarda düzenli kullanımı ile bu bitki vücudun canlılığını korurken kilo vermeye yardımcı olur. Özellikle hastalıkları olan kişiler için kereviz diyetine uymak faydalıdır. tiroid bezi yüksekten acı çekmek tansiyon, alerji, soğuk algınlığı ve genel olarak artırmak bağışıklık sistemi organizma.
Kereviz - Düşük kalorili bitki. 100 gram sap sadece 13 kilokalori içerir.
Eylül-Ekim aylarında kereviz mevsiminden dolayı çok ucuz, daha fazlasını alıp hazırlayabilirsiniz.
Haşlanmış bileşimi ayrıştırma şeması:
haşlanmış
Kelimeleri kompozisyona göre ayrıştırma.
"haşlanmış" kelimesinin çekimi:
sesli harf bağlama: eksik
Son düzeltme: eksik
Morfemler - kaynatılmış kelimenin bölümleri
haşlanmışKompozisyonla kaynatılan kelimenin ayrıntılı bir analizi. Kelime kökü, önek, sonek ve kelime sonu. Haşlanmış kelimenin biçimsel analizi, şeması ve kelimenin bölümleri (morfemler).
- Biçimbirim şeması: var/en/th
- Biçimbirimlere göre kelime yapısı: kök / sonek / bitiş
- Kompozisyonda kaynatılmış kelimenin şeması (yapısı): kök var + sonek en + bitiş ©
- Kaynatılmış kelimedeki morfemlerin listesi:
- var - kök
- tr - son ek
- th - bitiş
- Haşlanmış kelimedeki morfem türleri ve sayıları:
- önek: eksik - 0
- kök: var - 1
- bağlayıcı sesli harf: eksik - 0
- sif eki: tr - 1
- son düzeltme: eksik - 0
- son: inci - 1
Kelimedeki toplam morfemler: 3.
Haşlanmış kelimesinin türevsel analizi
- Temel kelime: uyarmak;
- Türetme ekleri: önek eksik, son ek tr, son ek eksik;
- Sözcük yapımı: ○ son ek;
- Eğitim yolu: türev, 1 (tek) şekilde oluşturulduğu için.
Diğer sözlüklere de bakın:
Aynı kökü olan kelimeler ... bunlar kökü olan kelimeler ... konuşmanın farklı bölümlerine ait ve aynı zamanda anlamca yakın ... Haşlanmış ile ilgili kafiyeli sözler
Tekil ve çoğul hallerde kaynatılan kelimeyi reddedin .... Haşlanmış kelimesinin çekimi
"Haşlanmış" kelimesinin tam morfolojik analizi: Konuşmanın bir kısmı, ilk biçim, morfolojik özellikler ve kelime formları. Kelimenin çalışıldığı dil biliminin yönü ... Morfolojik analiz haşlanmış
Kaynatılan kelimedeki vurgu: hangi hecenin vurgulandığı ve nasıl ... "Kaynan" kelimesi doğru yazıldığından ... haşlanmış kelime üzerinde stres
Haşlanmış kelimesinin eş anlamlı sözcükleri. Çevrimiçi eş anlamlılar sözlüğü: "haşlanmış" kelimesinin eş anlamlılarını bulun. Eş anlamlı kelimeler, benzer kelimeler ve anlamca yakın ifadeler ... haşlanmış kelimesinin eş anlamlı sözcükleri
Harfleri karıştırarak kaynatılmış kelime için anagramlar (bir anagram yapın) .... Haşlanmış Anagramlar
Bir anagram yapmak için harflerden kelime. Aşağıdaki kelimeleri yapabileceğiniz "haşlanmış" harflerini girdiniz ... Verilen harflerden kelimeleri kaynatarak yapın
Haşlanmış kelimesinin morfemik analizi
Bir kelimenin biçimbirimsel ayrıştırmasına genellikle bir kelimenin kompozisyona göre ayrıştırılması denir - bu, belirli bir kelimeye dahil edilen morfemlerin (bir kelimenin bölümlerinin) aranması ve analizidir.
Haşlanmış kelimesinin biçimsel ayrıştırması çok basittir. Bunu yapmak için, tüm kuralları ve ayrıştırma sırasını takip etmek yeterlidir.
Biçimbirim ayrıştırmasını doğru yapalım ve bunun için sadece 5 adımdan geçelim:
- bir kelimenin konuşma kısmının belirlenmesi ilk adımdır;
- ikincisi - bitişi vurgularız: çekimli kelimeler için çekim yaparız veya reddederiz, değişmez olanlar için (mikroplar, zarflar, bazı isimler ve sıfatlar, konuşmanın hizmet bölümleri) - son yoktur;
- Ardından, tabanı arayın. Bu en kolay kısımdır, çünkü tabanı belirlemek için ucu kesmeniz yeterlidir. Bu kelimenin temeli olacak;
- Bir sonraki adım, kelimenin kökünü aramaktır. Haşlama için ilgili kelimeleri seçiyoruz (bunlara tek kök de denir), o zaman kelimenin kökü açık olacaktır;
- Aynı şekilde oluşturulmuş diğer kelimeleri seçerek kalan morfemleri buluruz.
Nasıl görüyorsun, morfemik ayrıştırma basitçe yapılır. Şimdi kelimenin ana biçimbirimlerini tanımlayalım ve analiz edelim.
* Bir kelimenin biçimsel ayrıştırması (kompozisyona göre kelime ayrıştırma) - arama kök , önekler , sonek , mezuniyet ve kelime tabanları Kelimenin sitedeki kompozisyona göre ayrıştırılması, morfemik ayrıştırma sözlüğüne göre yapılır.