Cum se prepară lemn dulce: secretele medicinei tradiționale. Analiza morfemică a cuvântului fiert
Acum despre regulile de sudare a rădăcinii.
Încălcând cel puțin unul dintre ele, nu poți conta pe o rădăcină curată de calitate.
Matitate 2 mm(mai bine puțin - puțin mai mult decât mai puțin).
Nu ar trebui să fie vânt, curent de aer în conductă(chiar și o adiere ușoară este un por).
În picioare este foarte frică de apă, electrozii sunt uscați(țeava este și caldă, uscată).
Curentul de sudare nu trebuie să fie mare(rupe structura metalului și a porilor).
Arc scurt(atingeți ușor bazinul de sudură cu stratul de acoperire, foarte ușor).
Degajare corectă(in functie de grosimeperetele țevii și metalul din care țeava).
Bobină de gătit.
Pentru a nu repeta, citeste articolul: CUM SE SUDEAZA O IMBINATARE CURATA IN DEGAME. Am pregătit bobina, am stabilit distanța la 2,6 mm (cu un electrod căptușit). Lipim, de preferință chiuri de 15 mm lungime. Teava 219. Grosimea peretelui 8mm. Aceasta este cea mai ușor țeavă de studiat.
Începem să gătim rădăcina.
Este mai bine să înveți din turn. Gatiti verticala, la inceput este cea mai simpla. Stați confortabil, electrodul este perpendicular pe țeavă și electrodul este îndreptat spre axa țevii sau ușor ridicat. Tragerea în sus este și mai bine.
Au aprins arcul, curentul este corect, (a se citi: CUM SE SUDĂ O IMBINĂȚIE CURATĂ ÎN DISTRIBUȚIE) un arc scurt, se topește matitatea și vei obține începutul unei suduri între țevi. Gătim încet, cu grijă, CURENTUL ESTE MIC, METALUL ESTE VÂSCOS. Veți vedea că bontul topit pe ambele părți formează o fereastră. Această fereastră se numește fereastra tehnologică.
LA SUDAREA RĂDĂDINII, FEREASTRA TEHNOLOGICĂ ESTE CEA MAI IMPORTANȚĂ PENTRU SUDOR. Conform ferestrei tehnologice, sudorul are o idee despre pătrunderea, lățimea și înălțimea pătrunderii (sudura din interiorul țevii, este și pătrunderea). În general, fereastra tehnologică indică dacă există sau nu pătrundere.
ALIMENTAREA MARCHIILOR TĂIEI ȚEI SE NUMEȘTE SPĂLARE (tăierea unei țevi este o teșitură și tocire în cazul nostru).
Bobina nu trebuie să fie mai lată de 20 cm, astfel încât să fie convenabil să vedeți cusătura (penetrarea) în interiorul țevii. O bobină îngustă se va încălzi rapid și absorbția căldurii nu va funcționa corect.
După ce a fiert puțin, vedeți ce se întâmplă, faceți ajustări și încercați să gătiți în continuare. Nu te urca pe tavan până nu înveți să gătești vertical cu încredere, crede-mă, se va înrăutăți doar. După ce ați învățat să gătiți cu încredere verticala, veți ști ce să cereți de la tavan și apoi de la ieșirea din tavan către verticală. Poziția inferioară cea mai dificilă, învață să o gătești ultimul.
Când sudați rădăcina, vă rugăm să rețineți că șiragul mare din spate este predispus la porozitate internă. Rola mare de retur se răcește mai mult și are timp să reacționeze cu mediul extern. Și dacă există și vânt sau un curent de aer în conductă, aceasta este aproape o garanție a apariției porilor.
La sudarea rădăcinii, puterea curentului ar trebui să fie astfel încât metalul să se răcească (cristalizeze) în spatele tău în doar o secundă. Penetrarea (înălțimea St. Seam în interiorul țevii) este cel mai bine păstrată în intervalul de la zero la un milimetru.
Cu puțină tocire, nu vei avea pe ce să te bazezi și nu va apărea o fereastră tehnologică, ci o gaură în care metalul va curge necontrolat, iar tavanul va fi lăsat.
Distanța ar trebui să fie între 1 mm și 2 mm, în funcție de grosimea peretelui. În cazuri extreme, 2,5 mm.Un decalaj mare este, de asemenea, aproape o garanție a porilor interni.
Și așa, am văzut fereastra tehnologică, topim matitatea uniform pe ambele părți, cusătura de sudură se ridică. Ideea este că vezi în mod constant fereastra tehnologică, care este o garanție a pătrunderii. Dar fereastra în sine nu va apărea, trebuie să vă aplicați toată abilitățile, astfel încât să aibă întotdeauna același diametru. Și aceasta este în mod natural penetrarea ta, va fi chiar de aceeași înălțime și lățime. Apoi, în timp, veți învăța în mod natural să formați înălțimea rolei inverse, aceasta va veni de la sine.
Nu faceți diametrul ferestrei tehnologice mare, până la trei mm, nu mai mult. Tehnologia mare. fereastra este de asemenea un por intern. Mai mult decât atât, porii sunt localizați foarte insidios și nu par să participe la secțiune în grosimea peretelui țevii, dar pe film sunt vizibili foarte clar și natural: reparați. Voi încerca să înfățișez în imagine dispunerea obișnuită a porilor în rădăcină.

Dacă nu vă merge, acordați atenție în primul rând puterii curente (nu discutăm despre asamblarea corectă a bobinei, totul ar trebui să fie perfect). Dacă curentul este mic, nu veți vedea fereastra tehnică, dacă curentul este mare, nu va fi o fereastră, ci o gaură în care metalul se va repezi.
Cu un curent mare, nu trebuie să faceți diverse mișcări ingenioase care sting curentul, doar aruncați curentul pe arc (balustru, chitară). Dacă totul este corect, rădăcina se gătește foarte ușor. Gătiți, vedeți ce se întâmplă, faceți ajustări în cap și încercați (exersați). Apoi, când ajungeți la verticală, încercați tavanul sau coborâți treptat în sus.
Nimeni nu s-a născut încă sudor, dar există un adevăr într-un astfel de moment: unul este dat mai repede decât altul. Prin urmare, pentru cei care nu reușesc, nu vă supărați și nu renuntați, totuși, foarte probabil, veți găti mai bine decât cei care s-au apucat rapid și s-au calmat.
Acum pentru secrete.
Credeți că nu sunt. Doar sudorul are experienta personala. De aceea, împărtășim experiența noastră personală.
Sudarea rădăcinii țevii cu un perete de 8 - 10 mm este mai bine să sudați imediat cu umplutură.Cu un perete de 12 mm și mai gros, umplutura va trebui sudată separat. Cursul electrodului seamănă cu un triunghi. De la margine la margine, s-au uitat în fereastra tehnică (s-au uitat, înseamnă electrodul, au marcat fereastra tehnică), puțin înapoi și din nou de la margine la margine și în fereastra tehnică etc. Când treceți de la o margine la alta, nu topiți marginile teșiturii, acestea vor servi drept ghidaje pentru sudarea placajului.
Dar o astfel de mișcare nu va funcționa pe tavan, se va lăsa. De ce să sag, răspunsul este în articol: CUM SE SUDĂ O articulație curată în spațiu. Deși, cine știe posibilitățile altora.
Cu o grosime de 10 mm sau mai mult, gătiți în trei treceri. Rădăcină, umplutură, confruntare. Dar dacă trebuie să câștigi un perete de 10 mm, îl poți deșuruba în două treceri.
Este imposibil să reglați cursul electrodului, se schimbă în funcție de situație, principalul lucru este să respectați regulile, îl gătim doar de jos în sus și nu lăsăm bazinul de sudură împotriva protecției unui nor de gaz. Nu faceți mișcări mari cu electrodul, nu mai mult de 5 mm.
După ce ați citit sfaturile, ar trebui să înțelegeți clar ce trebuie făcut și ce este absolut imposibil. Orice altceva depinde de tine, încet, calm, atent; viteza va veni de la sine. Când era tânăr, un sudor cu 35 de ani de experiență a spus: Învață să gătești bine, se va dovedi rău de la sine.
Următorul pas în sudarea rădăcinilor este să înveți cum să sudezi, astfel încât să nu fie vizibil unde a fost pompat un electrod și a început altul. Cordonul din spate trebuie să fie lipsit de cratere (groapă în sudură) și fără lipsă de penetrare. Astfel încât să nu existe pori și pori statici la capătul electrodului.
Toate imaginile vor fi o vedere laterală în secțiune. Când apuci țeava (gătiți rădăcina), sudura arată așa.
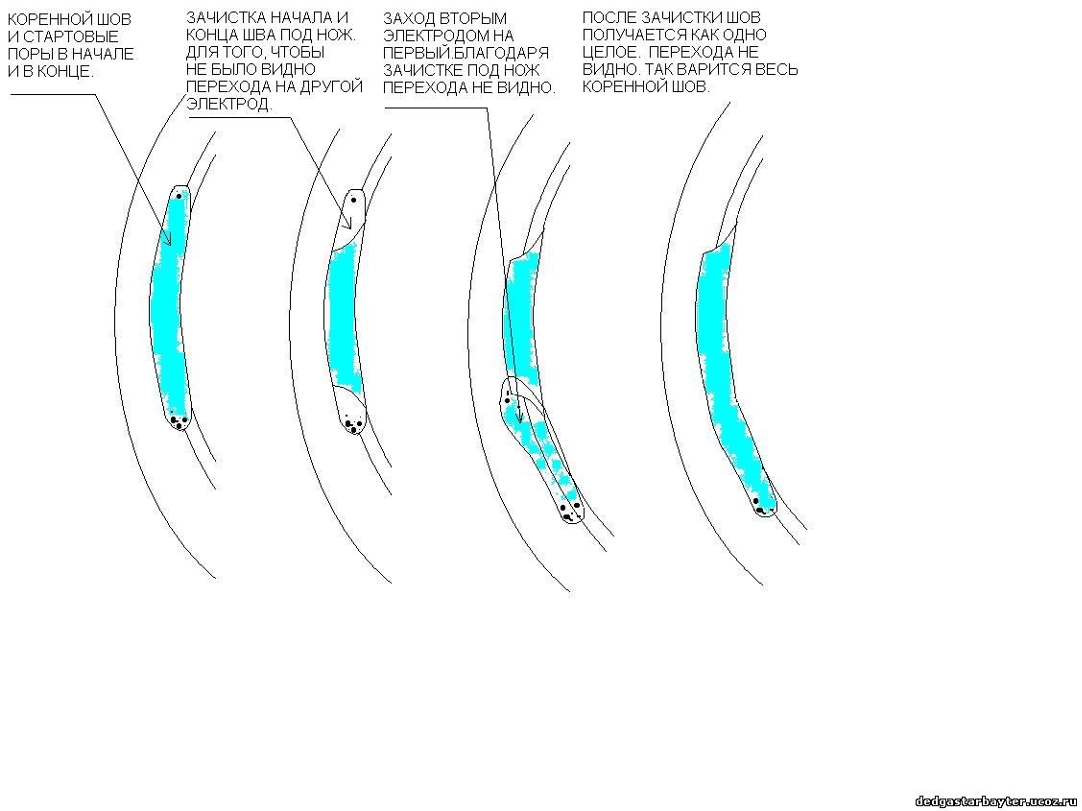
Vedeți că se formează pori la începutul și la sfârșitul sudurii - acesta este un proces inevitabil. Astfel de pori pe film, aceasta este o reparație. Nu vă bazați pe reparații, aceasta este o procedură foarte insidioasă. În timpul reparației, este mai greu de gătit din cauza diferitelor nuanțe. Veți înțelege acest lucru când veți începe să lucrați, explicând foarte mult timp. Nu credeți că totul este reparat prima dată, sunt patru reparații și apoi tăierea îmbinării. Prin urmare, încet, încet, corect prima dată. Nu fi leneș să ridici o râșniță, acesta este cel mai bun asistent al tău.
Să sudăm țeava 159, pas cu pas în secțiune.
Au asamblat îmbinarea conform tuturor regulilor, au prins-o într-o secțiune - s-a dovedit așa.

 Când sudăm, acordăm toată atenția la ceea ce se întâmplă în interior (pentru penetrare). În exterior, o râșniță ne va ajuta, începem să topim electrodul numai în zona de cusătură. După cum vedem, rădăcina nu este nici măcar dificil de gătit. polizor.Pentru cei care s-au săturat să ridice o râșniță după fiecare electrod.
Când sudăm, acordăm toată atenția la ceea ce se întâmplă în interior (pentru penetrare). În exterior, o râșniță ne va ajuta, începem să topim electrodul numai în zona de cusătură. După cum vedem, rădăcina nu este nici măcar dificil de gătit. polizor.Pentru cei care s-au săturat să ridice o râșniță după fiecare electrod.
Asigurați-vă că, după terminarea electrodului, metalul nu se umflă cu un balon,
dacă se întâmplă acest lucru, atunci este necesar să părăsiți în mod corespunzător bazinul de sudură, vorbim despre rădăcină.
Am apăsat fereastra tehnologică cu electrodul (înfipt în gol), am făcut un pas înapoi, la stânga până la teșit
(neapărat un arc scurt). Retrageți-vă în jos cu 4-5 mm, apoi creșteți prin semiluna de jos spre dreapta
teşire şi ieşire. Cu siguranță un arc scurt. Ideea este că lăsați rădăcina să se răcească
(cristaliza), fără a înceta să-l protejăm de efectele mediului extern.
Dacă timpul nu apare, faci totul bine, nu lăsa metalul să se răcească, pe cât posibil
schimba rapid electrodul si pleaca. Nu lăsați să se răcească pentru ca tranziția să nu fie vizibilă
de la electrod la electrod
Lemnul dulce este una dintre plantele utilizate pe scară largă în tratamentul inflamației suprafeței tractului respirator. Una dintre caracteristicile rădăcinii sale este capacitatea de a subțire și de a elimina spută. Infuzia poate fi achiziționată de la farmacie gata preparată sau o puteți găti singur. Cum să prepari lemn dulce acasă? Care sunt retetele? Veți afla despre asta din articolul nostru.
Cum se prepară lemn dulce
Cum să prepari rădăcină de lemn dulce
Pentru a obține o infuzie medicinală, trebuie să urmați regulile de preparare a plantei.
Vei avea nevoie:
- rizom de lemn dulce zdrobit (30 g);
- apă fierbinte (300 ml).
Există mai multe moduri aici.
Rădăcina de lemn dulce trebuie pusă într-o cratiță și turnați 200 ml apă clocotită. Se încălzește compoziția folosind o baie de apă timp de aproximativ 15 minute. Lăsați apoi bulionul să se răcească complet. După ce lichidul ajunge la temperatura camerei, acesta trebuie filtrat, îndepărtând complet particulele de rizom umflat. Aduceți volumul rezultat la original (200 ml), turnând cantitatea necesară de apă fiartă răcită în bulion.
Puteți pregăti un decoct într-un mod mai puțin consumator de timp. Puneți 30 de grame de rizom de lemn dulce zdrobit într-un termos și turnați apă clocotită (200 ml). Se infuzează aproximativ o jumătate de oră, agitând periodic conținutul termosului. Apoi treceți decoctul prin mai multe straturi de tifon sau printr-o sită pentru a îndepărta toate particulele de rădăcină. Umpleți termos. Luați remediul pentru a treia parte a paharului cu jumătate de oră înainte de fiecare masă principală.
Avantajul acestei opțiuni este temperatura constantă a infuziei: băutura rămâne întotdeauna caldă și nu este necesar să o încălziți înainte de utilizare. In plus, capacul inchis al termosului previne evaporarea bulionului, astfel incat acesta sa retina componente mai utile.
Lemnul dulce poate fi preparat și în combinație cu altele plante medicinale. Va avea nevoie:
- rizom de lemn dulce (30 g);
- măceșe (30 g);
- fructe de pădure roșii (30 g);
- rizom de celandine zdrobit (10 g);
- rădăcină de radiola rosea (10 g).
Este necesar să amestecați volumele de ingrediente date în rețetă. Pune două linguri de amestec într-un termos și toarnă 0,5 litri de apă clocotită. Se lasa 3 ore.
Luați o infuzie filtrată de o treime din pahar de trei ori pe zi. În primul rând, trebuie să dizolvați o linguriță de miere în lichid. Durata tratamentului este de 3-4 săptămâni. Pe lângă eliminarea tusei, există o creștere a apărării imunitare.
Cum să obțineți un sudor NAKS? O zi este alocată pentru certificare. Dacă susține examenul nu la întreprindere, ci la combină sau la institut, atunci vino dimineața și începe să te pregătești. După preparare, vi se dau două bucăți de țevi (coil) și le gătiți la lumină. De asemenea, este necesar să se pregătească marginile - teșire până la 45 de grade, îmbinarea țevilor (pentru aceasta trebuie să existe o clemă specială în cabină), lipirea lor.
Este mai bine să veniți la certificare pregătit, cu propriile instrumente și consumabile. Ar fi frumos sa cumperi o geanta in care totul poate fi ambalat compact si transportat fara probleme. Trebuie să iei cu tine:
kilograme de 2-3 electrozi LB 52U Kobelco cu diametrul de 2,6, deoarece sunt certificati. Pe loc, cel mai probabil vi se vor oferi electrozi, dar este puțin probabil ca aceștia să fie LB, probabil vă vor oferi Merov (MP-3), cu care nu puteți suda o cusătură, sau UONI. Acestea. este mai bine să-ți aduci propriii electrozi și să le rogi să-i bage la cuptor în timp ce te antrenezi;
pentru centrarea pieselor astfel încât să nu existe deplasare;
;
. Discuri de șlefuit, tăiere, perie metalică. Conducta trebuie curatata la un luciu metalic din interior si exterior la o distanta de 30 mm de marginile de sudat.
perie metalică obișnuită.
A mea. Suportul care vi se va furniza la fața locului poate fi slăbit și să nu țină electrodul.
(este cel mai important). Este mai bine să cumpărați un Cameleon ieftin. Îl puteți cumpăra odată pentru a trece examenul.
Citiți articolul de pe site: |
Sudarea țevilor pentru certificare NAKS sub (ultrasunete sau raze X)
Munca pregatitoare
Ca semifabricate, luați două tăieturi dintr-o țeavă de oțel cu diametrul de 133 mm și grosimea peretelui de 4 mm, tăiate uniform (acest lucru se poate face cât mai eficient pe un ferăstrău onglet). Asigurați-vă că tăietura este complet dreaptă. Dacă este puțin curbat, atunci în timpul procesului de sudare veți întâmpina dificultăți destul de serioase. Apoi, trebuie să teșiți cu o râșniță și să curățați marginile. Teșirea este îndepărtată în conformitate cu GOST 16037-80 „Îmbinari sudate” la un anumit unghi. Unghiul fiecărei țevi trebuie să fie de 25-30 de grade.

După. după ce teșirea a fost îndepărtată, este necesar să curățați bavurile, astfel încât acestea să nu interfereze cu formarea corectă a rădăcinii cusăturii. Acest lucru se face cu un fișier. După ce ați îndepărtat teșirea și în interiorul bavurilor, trebuie să ștergeți marginile, deoarece un unghi prea ascuțit în timpul procesului de sudare se va topi rapid. Conform GOST, tocirea se face până la 2 mm.
Asamblare
Această etapă este foarte importantă, urmați-o cu mare atenție. Succesul îmbinării sudate va depinde în întregime de asamblarea corectă.
Conform regulilor, este necesar să andocați țeava și să o apucați. Acest lucru trebuie făcut în așa fel încât să existe un spațiu adecvat pentru penetrarea completă, să nu existe deplasare. De asemenea, aș dori să remarc că țevile vin cu excentricitate (nu tocmai rotundă). Chiar și într-o organizație atât de serioasă precum NAKS, țevile pot distribui cele ovale, care în cele din urmă vor afecta offset-ul. Conform regulilor, este permis 1 mm, dar este încă mult și este posibil să nu existe fuziune la rădăcina cusăturii din cauza deplasării și elipticității țevilor.
Pentru îmbinarea țevilor, acestea iau un colț sau un canal plat, pe care sunt așezate și se stabilește un spațiu, care poate fi de aproximativ 2 până la 3 mm. De obicei este prevăzut cu un diametru de electrod care se introduce pur și simplu în îmbinarea dintre două țevi. Dacă sudați cu un electrod de 2,5 mm. atunci, în consecință, decalajul va fi același.
Notă. Pasajul rădăcinii țevilor de orice diametru (dacă nu este o dimensiune destul de mare) este sudat doar cu un electrod de 2,5 mm. dacă încercați să preparați rădăcina cu un triplu, atunci nu va ieși nimic bun din ea.
Următorul punct pe care aș dori să-l notez. La trecerea certificării NAKS, vi se pot asigura țevi de până la 10 mm grosime pentru a complica sarcina. Cu astfel de grosimi, este necesar să creșteți distanța la 3 mm. De asemenea, este necesar să se țină cont și să se facă o eroare pentru faptul că la lipire, țeava poate fi trasă împreună la locul de alipire prin tensiuni din metal. Măriți decalajul cu câteva zecimi de milimetru, astfel încât să nu existe dificultăți în viitor.
Pentru o andocare mai sigură, puteți folosi și magneți. Ele pot fi fixate pe ambele părți.
Sudarea prin puncte
Pentru sudarea unei țevi cu diametrul de 133 mm și grosimea peretelui de 4 va fi necesar un curent de aproximativ 50A, în timpul funcționării acesta putând fi reglat. Tacul este plasat mai întâi pe o parte a țevii, apoi, respectiv, dimpotrivă. Dacă este necesar, se reglează distanța dintre țevi. Al treilea tack este plasat la 90 de grade față de primul, iar al patrulea este opus celui de-al treilea.

Prelucrare tack
După fixarea chinelor, este necesar să le curățați bine. La începutul și la sfârșitul acestora este necesar să se facă tăieturi pentru a elimina eventualele defecte (netopire și pori).

Sudarea rădăcinilor
Pentru a îndeplini eficient această sarcină, este suficient să învățați cum să faceți o singură mișcare oscilativă „înainte și înapoi”, cu o schimbare treptată de la o viziune la alta. Viteza de sudare - în funcție de situație. Puteți aprinde electrodul pe un tack, pe un arc lung, rădăcina însăși este fiartă cu un arc scurt. Gătim unghiul înapoi, electrodul poate fi ținut la un unghi de la drept la ascuțit. Dacă tăiați țeava în jumătate, rola de pe spatele acesteia ar trebui să aibă grijă după finalizarea operației, așa cum se arată în imagine.

Este convenabil să gătiți atârnând țeava pe dispozitiv în poziția „semi-tavan”. Când vă apropiați de următorul tac, este indicat să îl piliți în jos, astfel încât să existe o fuziune bună la joncțiunea rolelor. Dacă este posibil, procesul ar trebui să aibă loc fără a detașa electrodul. Dacă are loc separarea, atunci puteți adăuga puțin curent în acest moment pentru a asigura pătrunderea. Curentul este reglat în funcție de situație pentru a asigura o pătrundere suficientă și a evita arsurile metalice. Când sudați în poziție verticală, puteți face oricând curentul la minim, când mergeți în poziția inferioară, trebuie avut în vedere că este mai ușor ca metalul lichid să cadă în țeavă - asigurați-vă că nu supraîncălziți oțel în acest moment.

Cusătură de față
Înainte de a trece la trecerea de fațare, este necesar să curățați rădăcina cusăturii până la metalul gol (înlăturați tuberculii, zgura, subtăieri). Se face un mic canal.
Cusătura de față în poziția deasupra capului este sudată convenabil prin mișcarea electrodului în spirală.
Pasajul vertical este o „semilună-herringbone”.
Când sudați fără întrerupere, încercați să găsiți cea mai confortabilă poziție a corpului, a mâinilor, asigurați-vă că lungimea firului pistolului este suficientă pentru a efectua toate manipulările necesare.
când îndepărtezi zgura, este indicat să închizi ochii și fața cu mâna.
la sudarea celui de-al doilea rolă, este necesar să faceți o tăietură.
Controlul nodului
Marginile cusăturii sunt curățate la o distanță de aproximativ 50 mm (stropi, căderi etc.)
Controlul în sine începe cu o inspecție vizuală a calității cusăturii din față. Cu toate acestea, de obicei nu îi sunt întrebări, ceea ce nu poate fi spus despre trecerea la rădăcină.
Dacă conducta a trecut o inspecție vizuală, numai în acest caz este permisă examinarea prin metode nedistructive (ultrasunete, raze X).
Cerințe pentru trecerea frontală:
Inaltime rola 0,5 – 2 mm
Lățimea cilindrului trebuie să fie egală cu grosimea țevii înmulțită cu 2. Dacă grosimea țevii este de 4 mm, atunci lățimea cilindrului ar trebui să fie de 8-10 mm.
Cusătura este uniformă, dreaptă, aranjamentul solzilor este dens.
Trecere rădăcină:
Înălțimea rolei inversate este de 0,5-1 mm.
nefuziunea și lipsa pătrunderii nu sunt permise.
Sudarea deasupra capului
Sudarea are loc în mai multe etape, prima dintre acestea fiind sudarea rădăcinii cusăturii.
rădăcină cusătură
Utilizați un electrod cu diametrul de 3 mm și curent în intervalul minim sau mediu.
În funcție de condiții, sudarea poate fi efectuată în mai multe moduri:
- Daca prelevarea si sudarea cu reversul, apoi la sudare, trebuie acordată atenție formării unei margele din partea inferioară. Nu ar trebui să existe depășiri și degajări.
 ).
).
Plafoane din plastic: caracteristici de instalare "href="http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787">
 Placă de tavan Baikal).
Placă de tavan Baikal).
Placă de tavan Baikal: avantaje și comparație de la profesioniști "href="http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224″>Placă de tavan Baikal
Atenția principală într-o astfel de sudare ar trebui să se concentreze pe marginea din spate. Dacă este posibil, mențineți viteza de sudare în funcție de cordonul inferior, astfel încât să nu existe umflături puternice. Dacă, totuși, rola interioară s-a dovedit a fi prea proeminentă, atunci este necesară eșantionarea la metalul gol.
Umplerea tăieturii
 attachment_13097" align="aligncenter" width="450"] Completarea secțiunii
attachment_13097" align="aligncenter" width="450"] Completarea secțiunii
Sudarea a 2 și 3 role are loc cu un electrod de 3 mm. la curentul maxim mediu, sau 4 mm. in medie. Alegerea depinde de lățimea primului rolă. Pentru a nu forma un umflătură, ar trebui să zăboviți la margini, apoi mutați ușor arcul de-a lungul marginii și treceți peste scară până la cealaltă margine.
Dacă este necesar să schimbați forma cordonului în timpul sudării, schimbați viteza, înclinați electrodul într-un unghi diferit, măriți dimensiunea pasului.
Sfat! Nu faceți rolele late, acestea se vor păta și se vor picura.
Straturile 4 și 5 depind de lățimea rolelor anterioare - lățime completă, sau 2 role. Următoarele straturi sunt realizate sub formă de suprafață fără mișcări oscilatorii. Când vă apropiați de margine, este necesar să lăsați o distanță cu diametrul electrodului acoperit între penultima rolă și margine.
,"en":["dUFCQu9OBBQ","cGoybWZjSis","pXDuDCLxkU4","XEdrAxZFM74","6trSS_3Mwew","6trSS_3Mwew","6trSS_3Mwew"],"de":["dQV7j2J2J8nY","dQV7j2J8nY","sld_j2J8nY","Sld_j2J8nY", ","yGpxrEdsWiY","hNvNS-QNZHI","ynW-KSk-8EU","QFpJx4OZkEw","dQV7j2J8nYg","O1UNuz1qZ3g","NSz4xFC9l7k","odypbIf8b1s"],"es":["P3atzvy" "W257s40VzXk","B9a-i2eZUv8","wCrSV561g4A","W257s40VzXk","bQESOJe0PAo","gA2ZmuTujHY","KJl9xgo2WHs","bQESOJe0PAo","W257s40VzXk","O257s40VzXk","4"Fz"ZXk","4"FZ":"] Înapoi 3p ","2ENrAu4dA0o","1TLO4VImiZI","DmkptaoSBAg","jG211otCuhs","QBWDKtDx2mE","3RzM9gyh2yI","Ob5w1x0lmS0"],"it":["DT2PsGHY1KE"q:","Fb"gY10"], "Fb":["DT2PsGHY1"Q:3, "Fb" [ "nLZYcBBgi7E","S7S-bGxY9iQ"],"pl":["4ZuE655M0to"],"ro":,"el":["OemjjF94uu0"])
- La alegerețelina ar trebui să acorde atenție culorii și structurii masei verzi. Țelina proaspătă are tulpini de culoare verde deschis, cu strălucire. Tulpinile de culoare mai închisă au un gust mai aspru, dar conțin mai multă vitamina A. Ar trebui să fiți deosebit de atenți la țelina gălbuie și cu aspect leneș, cu vene întunecate. Este mai bine să refuzați o astfel de plantă, deoarece procesul de degradare a început deja în ea.Tulpini de telina bogat vitamina A (vedere sănătoasă și imunitate), vitamina B (muncă sistem nervosși metabolismul energetic la nivel celular), potasiul (funcția și corecția creierului reactii alergice), zinc (reînnoirea celulelor pielii). Sucul proaspăt de țelină are un efect tonic asupra organismului.
Telina des utilizareîn diverse diete. Cu utilizarea regulată în alimentație, această plantă ajută la slăbit, menținând în același timp vitalitatea organismului. Este deosebit de util să adere la o dietă de țelină pentru persoanele cu boli. glanda tiroida suferind de mare tensiune arteriala, alergii, raceli, și în general să crească sistem imunitar organism.
Țelină - nivel scazut de calorii plantă. 100 de grame de tulpini conțin doar 13 kilocalorii.
In septembrie-octombrie, telina este foarte ieftina din cauza sezonului, poti sa cumperi mai mult din ea si sa o prepari
Schema de analiză a compoziției fiertului:
fiert
Analizarea cuvintelor după compoziție.
Conjugarea cuvântului "fiart":
Vocală de legătură: dispărut
Postfix: dispărut
Morfeme - părți ale cuvântului fierte
fiertO analiză detaliată a cuvântului fiert după compoziție. Rădăcina cuvântului, prefixul, sufixul și terminația cuvântului. Analiza morfemică a cuvântului fiert, a schemei sale și a părților de cuvânt (morfeme).
- Schema morfemică: var/en/th
- Structura cuvântului după morfeme: rădăcină / sufix / desinență
- Schema (construcția) cuvântului fiert în compoziție: rădăcină var + sufix en + desinență й
- Lista morfemelor din cuvântul fiert:
- var - rădăcină
- ro - sufix
- al-lea - final
- Tipuri de morfeme și numărul lor în cuvântul fiert:
- prefix: dispărut - 0
- rădăcină: var - 1
- vocala de legătură: dispărut - 0
- cyfix: ro - 1
- postfix: dispărut - 0
- Sfârşit: th - 1
Morfeme totale în cuvânt: 3.
Analiza derivativă a cuvântului fiert
- Cuvânt de bază: waren;
- Afixe derivative: prefix dispărut, sufix ro, postfix dispărut;
- Formarea cuvintelor: ○ sufix;
- Modul de educație: derivat, deoarece este format într-un singur mod.
Vezi și alte dicționare:
Cuvinte cu aceeași rădăcină... acestea sunt cuvinte care au o rădăcină... aparținând unor părți diferite de vorbire și, în același timp, apropiate ca sens... Cuvinte care rime pentru fiert
Declina cuvântul fiert de cazuri la singular și plural .... Declinarea cuvântului fiert
Analiza morfologică completă a cuvântului „fiert”: parte de vorbire, forma initiala, caracteristici morfologiceși forme de cuvinte. Direcția științei limbajului, unde este studiat cuvântul... Analiza morfologică a fiert
Accentul din cuvântul fiert: ce silabă este accentuată și cum ... Cuvântul "fiart" este scris corect ca ... accent pe cuvântul fiert
Sinonime pentru boiled. Dicționar de sinonime online: găsiți sinonime pentru cuvântul „fiert”. Cuvinte sinonime, cuvinte similare și expresii apropiate ca înțeles în... Sinonime pentru boiled
Anagrame (faceți o anagramă) pentru cuvântul fiert, prin amestecarea literelor .... Anagrame pentru fiert
Cuvânt din litere pentru a face o anagramă. Ai introdus literele „fierte”, din care poți face următoarele cuvinte din... Faceți fierte cuvinte din literele date
Analiza morfemică a cuvântului fiert
Analiza morfemică a unui cuvânt este de obicei numită analizarea unui cuvânt prin compoziție - aceasta este căutarea și analiza morfemelor (părți ale unui cuvânt) incluse într-un cuvânt dat.
Analiza morfemică a cuvântului fiert este foarte simplă. Pentru a face acest lucru, este suficient să urmați toate regulile și ordinea de analiză.
Să facem corect analiza morfemului și pentru aceasta parcurgem doar 5 pași:
- determinarea părții de vorbire a unui cuvânt este primul pas;
- al doilea - scoatem in evidenta terminatia: pentru cuvintele schimbatoare conjugam sau declinam, pentru cuvintele neschimbabile (germeni, adverbe, unele substantive si adjective, parti de vorbire de serviciu) - nu exista terminatii;
- Apoi, căutați baza. Aceasta este cea mai ușoară parte, deoarece pentru a determina baza, trebuie doar să tăiați finalul. Aceasta va sta la baza cuvântului;
- Următorul pas este să căutați rădăcina cuvântului. Selectăm cuvinte înrudite pentru fiert (se mai numesc și single-root), atunci rădăcina cuvântului va fi evidentă;
- Găsim morfemele rămase selectând alte cuvinte care se formează în același mod.
Cum vedeți, analiza morfemică se face simplu. Acum să definim principalele morfeme ale cuvântului și să-l analizăm.
* Analiza morfemică a unui cuvânt (parsarea cuvintelor după compoziție) - căutare rădăcină , prefixe , sufix , absolvireși baze de cuvinte Parsarea cuvântului după compoziție pe site se face după dicționarul de parsare morfemică.